车间设备
厚管多层多道焊接方法图解:硬核工艺大揭秘
想象你站在一个现代化的工业车间里,眼前是一排排巨大的厚管,它们像钢铁巨龙般静静躺着,等待着被赋予生命。这些厚管,有的将用于建造桥梁,有的将作为能源输送的动脉,有的则会在精密的仪器中扮演关键角色。而让这些厚管从一块块钢板变成坚固一体的,正是厚管多层多道焊接方法。这门技术,听起来可能有些专业,但今天,就让我们一起走进这个硬核的世界,用最直观的方式,揭开厚管多层多道焊接方法的神秘面纱。
准备工作:细节决定成败
在正式开始焊接之前,准备工作是绝对不能马虎的。你可以把它想象成一场大型的户外活动,出发前不做好攻略和准备,怎么能顺利抵达目的地呢?
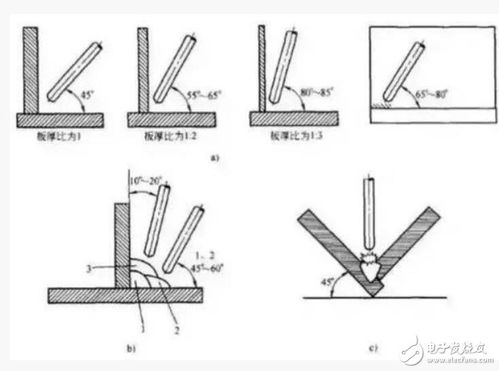
首先,你需要两件待焊工件,它们要根据焊接工艺要求被精准对接。这个过程,就像是在拼图,每一块都要严丝合缝。对接后,会形成一个具有对称坡口的整体工件。这个坡口,就像是为焊接打开的一扇门,它的形状可以是V形或Y形,这要根据实际情况来选择。
接下来,就是焊前清理。你可以想象如果在一个脏兮兮的地板上写字,写出来的字会清晰吗?同样,如果工件表面不干净,焊接出来的焊缝质量也会大打折扣。所以,要用干燥的河沙对整体工件表面进行吹沙,喷嘴与工件表面的距离要保持在150到300毫米之间,而且不能垂直对着工件表面,这样吹沙的效果才更好。吹完沙后,再用干净抹布蘸上酒精或丙酮,把焊丝表面清洗得干干净净,直到没有可见的油污。用压缩空气吹干,确保焊丝表面没有残留的液体。
预热:给钢铁“热身”

焊前预热,是厚管多层多道焊接方法中非常重要的一步。你可以把它想象成给运动员做热身运动,只有充分热身,运动员才能发挥出最佳状态。
对整体工件进行预热,通常采用回火炉加热,加热温度要控制在200到250摄氏度之间,预热的时间为2到2.5小时。为什么要预热呢?因为厚管通常比较厚,如果一下子就进行焊接,内部的应力会很大,容易导致焊接变形或者开裂。预热可以让工件内部的应力得到释放,同时也可以使工件均匀受热,为接下来的焊接创造良好的条件。
TIG焊接:层层递进的艺术
预热完成后,就可以开始TIG焊接了。TIG焊接,全称是钨极惰性气体保护焊,它是一种非常精细的焊接方法,通常用于焊接不锈钢、铝等有色金属。
TIG焊接分为打底层、填充层和盖面层三个层次。你可以把它想象成盖房子,先要打好地基,然后才能一层层地往上盖。
打底层,就像是为房子打好地基,它的作用是形成一个平整的焊缝表面,为后续的焊接提供基础。填充层,就像是在房子地上铺上一层砖,它的作用是增加焊缝的厚度。盖面层,就像是在房子最上面盖上一层瓦,它的作用是使焊缝表面光滑美观。
在TIG焊接过程中,要使用变位机来辅助焊接。变位机就像是一个灵活的机器人,可以旋转和移动工件,使焊枪能够轻松地沿着焊缝移动。同时,焊接工装也要选择合适的设计,比如三爪卡盘与中心架配合,保证整体工件与变位机同轴度在-0.1毫米以内。这样,才能保证焊接的质量和效率。
焊后回火:让钢铁更加坚韧
焊接完成后,并不意味着一切就结束了。焊后回火,是厚管多层多道焊接方法中最后一步,也是最关键的一步。你可以把它想象成给刚出炉的面包进行二次烘烤,只有经过二次烘烤,面包才会更加松软可口。
将焊接完成的整体工件放入回火炉进行焊后回火,回火炉加热温度同样要控制在200到250摄氏度之间,时间为2到2.5小时。回火的作用是消除焊接过程中产生的应力,提高焊缝的韧性和耐腐蚀性。
回火完成后,让工件自然冷却。冷却过程中,要避免剧烈的温度变化,否则可能会导致工件变形或者开裂。
应用领域:无处不在的硬核力量
厚管多层多道焊接方法,虽然听起来有些专业,但它已经在我们的生活中扮演着重要的角色。从桥梁到船舶,从石油到化工,从电力到航空航天,到处都能看到它的身影。
比如,在桥梁建设中,厚管多层多道焊接方法被用来焊接桥梁的梁柱和桁架,这些梁柱和桁架是